What is a yarn twist test?
Concept of Twist
Besides affecting the tensile properties of yarn, twist also influences yarn diameter, specific volume, softness, and stiffness, affecting fabric's covering power, warmth retention, crease recovery, dye absorption, and permeability. Twist also affects the surface hairiness of the yarn; therefore, twist is an important indicator of yarn structural characteristics.
In addition to using twist and twist coefficient to represent yarn twisting characteristics, the twist direction in yarn is also very important. Twist direction refers to the inclination direction of the fibers in a single yarn or a single yarn in a ply after twisting. There are two types of twist directions in yarn: S-twist (clockwise twist) and Z-twist (counterclockwise twist). Single yarns generally use Z-twist, while S-twist is often used in ply yarns.
Measurement Method
Direct Counting Method
One end of the sample is fixed, and the other end is rotated in the untwisting direction until the fibers in the yarn are straight and parallel. The untwisted twist is the number of twists along the sample length. The direct counting method is the most basic method for determining yarn twist, and the results are relatively accurate, often used as a standard to evaluate the accuracy of other methods.
However, this method is inefficient. If the fibers in the yarn are twisted, they are not easily decomposed and parallelized, and the decomposed fibers make the yarn prone to breakage. The direct counting method is generally used to count the twist of rovings or ply yarns. For testing fine yarns, the black and white yarn counting method can be used. This involves feeding a black roving and a white roving into the same spindle to spin a black and white alternating fine yarn. The sample is held in a twist meter and untwisted as in the direct counting method. As the untwisting increases, the distance between the black and white alternating patterns on the yarn increases, making it easier to count manually. Generally, untwisting to about half of the total twist is sufficient to manually count the remaining twist. The total twist on the yarn is the sum of the untwisted twist count from the twist meter and the remaining twist count from manual counting.
Untwisting and Twisting Method
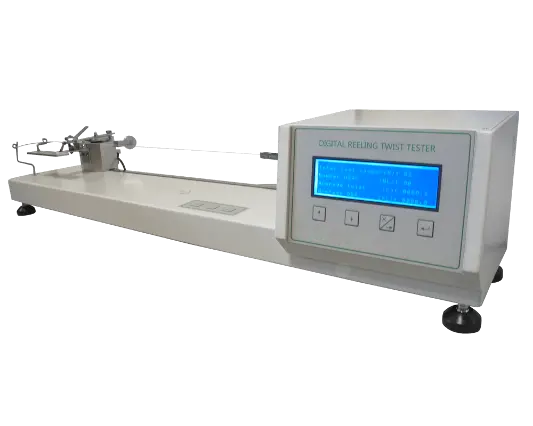
The untwisting and twisting method assumes that, under a certain tension, the yarn elongation after untwisting is the same as the yarn shortening during reverse twisting. A typical testing setup is shown in the figure.
Factors Affecting Twist Testing
Pre-tension
There are different regulations regarding the pre-tension for the untwisting and twisting method both domestically and internationally. Excessive pre-tension will cause the pointer to return to zero slowly during reverse twisting, thus increasing the twist during reverse twisting and causing premature fiber slippage in the slippage method. Conversely, insufficient pre-tension will relatively reduce the twist during reverse twisting, resulting in a lower value in the untwisting and twisting test. In the slippage method and the double untwisting and twisting method, the error caused by this tension change is considered, and the error of the two samples is subtracted, so the influence of tension is relatively small.
Allowable Elongation Value
After yarn untwisting, the sample elongates. The allowable elongation value set by the elongation limiter prevents fiber slippage during untwisting. Experiments show that in the untwisting and twisting method test, the larger the allowable elongation value, the larger the measured twist value. However, if the allowable elongation value is too large, fiber slippage at the weak loops of the yarn will significantly affect the accuracy of the experiment. The allowable elongation value is related to the twist coefficient. The larger the twist coefficient of the yarn, the larger the allowable elongation value can be selected; conversely, the smaller it should be. Generally, the twist coefficient of yarn does not vary significantly, so the difference in allowable elongation values will not be too large.
Uneven Yarn Drying
Uneven yarn drying will affect twist testing. If defects such as knots or slubs exist in the yarn, during the untwisting process, the original twist may not be fully removed before reverse twisting begins, increasing the test error. Long segments of unevenness in the yarn will affect the accuracy of the applied tension, ultimately causing additional test errors.
In yarn twist tests, if the data deviates significantly, the above three factors affecting the test can be used as a reference to find the cause. Human error cannot be ruled out as a factor causing inaccurate data. Regardless of the type of test, inspectors must be meticulous to ensure the scientific accuracy of the data.
The Core Role in Textile Production
In the intricate and interconnected process of textile production, the yarn twist tester acts as a "behind-the-scenes quality guardian," leveraging its micron-level precision to firmly control the key quality aspects of the transformation from fiber to fabric. Twist, a crucial indicator of the tightness of fiber winding in yarn, plays a decisive role in the strength, elasticity, and feel of textiles. The role of the twist tester is to transform these abstract physical properties of yarn into clear and quantifiable data, becoming the core link between textile production processes and the quality of the final product.
In the raw material screening stage, the twist tester serves as the first line of strict quality control. Different types of textiles have extremely precise requirements for yarn twist: yarns used to make denim require high twist to ensure sufficient abrasion resistance; while yarns used for knitted fabrics require low twist to improve the fabric's softness. Using mechanical untwisting methods or photoelectric measurement methods, the twist tester can accurately read the twist value of a single yarn within just 30 seconds, with a measurement error controlled within ±1%. If the twist deviation of a batch of yarn exceeds 5%, the system will automatically issue a warning to prevent substandard raw materials from entering subsequent weaving stages. Statistics show that this measure can reduce raw material waste by approximately 15% annually for medium-sized textile mills.
In terms of process improvement, twist data provides solid scientific support for the rational adjustment of production parameters. When weaving on an air-jet loom, excessively high warp twist can easily lead to increased breakage rates; conversely, excessively low twist can cause slackness in the weaving process. The twist tester is linked to the production system in real time, dynamically capturing the correlation curve between twist changes and weaving efficiency. For example, when the twist of a batch of cotton yarn is detected to decrease from 800 twists/meter to 750 twists/meter, the system will automatically suggest adjusting the loom speed from 600 rpm to 580 rpm, which can reduce the breakage rate by more than 30%. This data-driven adjustment model transforms textile production from the previous experience-based "trial and error" production to precise and controllable "data-driven" production.
In the field of quality control, twist testers have established a complete product traceability system. High-end home textile companies meticulously archive the yarn twist data for each roll of finished fabric. When quality issues such as pilling or tearing occur in the final product, companies can trace back the test records to find the root cause. For example, if a batch of bedding experiences warp breakage, retrieving the relevant data reveals that the twist of the corresponding yarn is 12% lower than the standard value. This confirms that insufficient twist in the preceding yarn doubling process caused the problem. This traceability not only significantly improves the efficiency of resolving quality issues but also provides a powerful technical guarantee for companies to gain market trust.
Maintenance and Care
1. Repairs should be performed by qualified personnel. Non-qualified personnel should not disassemble or replace instrument components arbitrarily.
2. All detection components at each position of the instrument have been calibrated before leaving the factory and should not be altered arbitrarily. If, after a certain period of use, some components shift or become damaged, they should be adjusted or replaced by qualified personnel.
As the textile industry transforms and upgrades towards high-end products, the function of twist testers is no longer limited to a simple testing tool. The vast amount of data they generate is reshaping the logical model of textile production. Through in-depth analysis of test records from the past three years, companies can discover the optimal twist range for autumn fabrics, providing forward-looking guidance for new product development; combined with the climatic characteristics of different regions, companies can even customize high-twist sun-protective fabrics suitable for tropical and humid environments. This shift from "passive detection" to "proactive optimization" is a significant indicator of the textile industry's move towards intelligent manufacturing.
In conclusion, yarn twist is of great significance in textile production. From influencing various aspects of yarn performance to determining fabric characteristics, precise control of twist is indispensable. Yarn twist testers, as key tools, play an irreplaceable role in raw material selection, process improvement, quality control, and industrial upgrading. At the same time, proper maintenance and upkeep of the instruments to ensure their stable and accurate operation are crucial for guaranteeing high-quality and efficient textile production. Only by paying attention to all factors related to twist can textile production steadily advance on the path of quality and efficiency, continuously reaching new heights.